在截断制冷系统的铜管时,不允许使用钢锯,以免管口不齐影响胀口,并避免金属碎屑落入管内造成脏堵。使用手动割刀切管的方法是:先将割刀的调整钮适当旋紧,然后用力均匀平缓旋转一周;再将割刀的调整钮适当旋紧并旋转一周,直至管子被切断。操作时要多转动少进刀。切割时要注意切割轮的刃口与管子垂直,不得歪扭,否则会使切割轮刀刃损坏。如果用力过猛也会使管口变形或口径缩小。
2.使用扩口工具的方法
铜管采用螺纹接头时,为了保证密封性,管口要扩大呈喇叭口形。铜管退火并去除毛刺后,放入与管径相同的扩口夹具孔中,需适当露出夹具喇叭口,然后旋紧夹具紧固螺母,将顶压器的扩管锥头压在管口上,缓慢旋紧压紧手柄,就能将管头扩成60度喇叭形。锥头接触面不得有缺陷和裂口,以免影响密封性。喇叭口也不能过大,以免旋紧螺母时铜管被拧成麻花状。
3.使用快速接头的方法
要接入的细铜管管口必须清洁、整齐。将快速接头的手轮旋松,把细铜管插入快速接头的铜管插入孔中,然后旋紧手轮使接头内部的橡胶紧贴在铜管管壁,达到密封的目的。
4.使用封口钳夹封检修铜管
封口钳是将细铜管夹扁使管道封闭的工具,主要在制冷系统充注制冷剂后,切断工艺管时使用。封口钳的用法与普通钳子一样,只是不能钳断铜管。操作时要注意以下几点:
(1)被夹封的铜管必须退火。
(2)一般夹封两处即可,若仍有泄漏,则应检查封口钳钳口是否合适和铜管是否退火。
(3)最好在压缩机运行状态下夹封铜管并焊接,此时夹封处压力低,容易封死焊牢。
(4)铜管夹封处在旋焊时要用焊料填满,以增加强度。
(5)封口处要浸入水中仔细检漏。
5.检修表阀的基本操作
检修表阀的基本作用是在打开制冷系统,进行抽真空、充注制冷剂和运转凋试时作为切换与监测。检修表阀与制冷系统的连接方式如图1所示,连接时要注意表阀的密封性能,如果没有把握要进行气密性试验。表阀与快速接头连接后再与制冷系统工艺管连接,表阀另一端通过专用耐压软管接真空泵或制冷剂储瓶。要注意检查表阀与制冷系统连接质量,方法是看阀门关闭后阀杆密封填料处是否与制冷系统连通,不连通为正确,因为连通时容易从密封填料处泄漏而影响检修效果。
6.液化石油气涡流焊炬焊接的基本操作
液化石油气涡流焊炬由专用接头通过耐压软管直接装在液化石油气钢瓶上,火力大小与瓶中压力有关,因此在长时间使用或较冷的季节要随时注意瓶中的压力,最好在液化石油气钢瓶上装置压力表监测。为了保证焊接质量和效率,铜管较粗时应使用反热钢板,以提高加热温度和加热均匀程度。焊接操作前要注意连接管路和连接件的完好与密封,点火之前要先打开液化石油气瓶的阀门,再打开焊炬阀门,适当放气驱净管内的空气以利点火。点火时要“火等气”,焊炬阀门要缓开,调节阀门待火焰稳定后即可施焊。
在焊接时一定要注意安全,工作环境不允许有易燃、易爆物品。
7.用卤素检漏灯检漏的方法
卤素检漏灯的检漏原理是:将铜烧成炽热,当混有5%以上氟利昂的气体与之接触时,氟利昂气体分解为氟和氯元素并和铜发生化学反应,生成铜的卤素化合物,使火焰变色,可检测出氟利昂的泄漏。空气中不含氟利昂气体时,火焰呈淡蓝色;氟利昂气体的浓度低时,火焰呈淡绿色;浓度高时,火焰呈紫色,这时产生的气体有毒,务必赶快离开。
使用卤素检漏灯要注意以下几点:
(1)使用前要检查喷孔是否通畅,必要时用通针疏通。
(2)检漏灯内的铜片要清洁,不应有氧化物.以免降低检漏灵敏度。
(3)在枪漏前应先作试验,将吸气管凑近在微开氟利昂储瓶阀处,观察火焰颜色的变化情况,以确定灵敏度。
(4)检漏时吸气管在被检漏部位缓慢移动,仔细观察,否则不易检漏和准确判断泄漏点。
(5)检漏完毕,调节阀门不宜关闭过紧,防止检漏灯因冷却收缩而损坏阀门。冷却后要妥善保管以备再用。

8.真空泵抽真空的基本操作
电冰箱制冷系统在充注制冷剂之前必须作抽真空处理,方法有三种:低压侧抽真空、高低压双侧抽真空和二次抽真空。
(1)制冷系统低压侧抽真空的方法如图2所示,这种方法的优点是工艺简单.焊口少;缺点是由于毛细管和压缩机的影响,高压侧的真空度不理想。启动真空泵后,将检修表阀开至最大,抽空时间长一点效果较好。一般在1~2小时左右。
(2)制冷系统高低压两侧抽真空的方法如图3所示。这种操作必须选用双尾干燥过滤器。它的优点是容易保证高低压侧真空度,有利于制冷,抽空时间短;缺点是工艺复杂,焊口较多。操作方法与单侧抽真空基本相同。
(3)二次抽真空的效果最好,可按上述两种方法连接。操作时,当达到一定真空度后,充入一些制冷剂蒸气,使系统内压力上升,同时启动制冷压缩机,将系统内残留的不凝性气体与制冷剂充分混合,约几十秒钟后使制冷压缩机停止运转,再进行二次抽真空。这种操作的优点是能保证较高真空度;缺点是要损失一些制冷剂。
如果没有真空泵,可利用反复充放制冷剂的方法来替换制冷系统中的不凝性气体。操作方法是:接好制冷剂储瓶,充入制冷剂气体至0.3~0.5MPa,启动制冷压缩机几十秒钟,将系统内残留的不凝性气体与制冷剂充分混合。使制冷压缩机停止运转后,将混合气放出,反复3~4次即可达到目的。这种操作的主要缺点是浪费制冷剂,由于在替换不凝性气体时,系统内的压力始终高于大气压,所以无法排出制冷系统的残留水分,不利于防止冰堵故障。
9.制冷剂定量充注设备的基本操作
制冷剂定量充注设备在使用前必须经过俭验,保证不泄漏、无水分,用真空泵抽真空后方能使用。定量充注制冷剂的设备与制冷系统基本连接方法如图4所示。

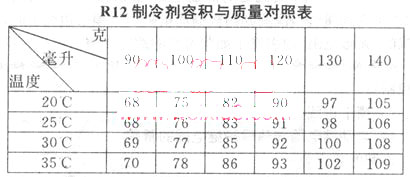
开启制冷剂储瓶,按电冰箱的铭牌要求装入制冷剂,关闭后再缓开加液阀,使制冷剂进入制冷系统。需注意:一般电冰箱铭牌给出的注入量是以克为单位,而定量充注设备是以毫升为单位.其对应关系可参照下表:
10.用氮气给制冷系统进行压力检漏
用氮气给制冷系统进行压力俭漏的设备连接方法如图5所示。检漏的操作方法:

(1)驱赶连接管内的空气,将氮气的输出压力调整到0.8MPa:
(2)缓慢打开修理表阀的阀门,使压力稳定在约0.8MPa
(3)关闭检修表阀阀门;
(4)从压力表读数的稳定情况判断有无泄漏。如压力降低,则可用软泡沫塑料蘸适当浓度的洗涤灵水涂在管道接头等易泄漏的地方检测,细心寻找漏点。
操作上要特别注意:充注氮气的压力不得过高.否则会使铝制蒸发器胀裂报废。观察压力表读数的变化要仔细,有些微小的泄漏要等几小时才能看出压力变化。
若用卤素检漏灯渐漏,可先充入一些(约20g左右)制冷剂,然后再充注氮气。
11.拆卸制冷系统损坏的零部件要点
对制冷系统确认已损坏的零部件.需拆下修理、更换时,必须按照以下规则操作:
(1)在不能马上修理恢复制冷系统运转时,一般不要急于打开系统,以免外界的灰尘和水分进入,造成脏堵和冰堵的后患。
(2)切断系统管路一定要用管子割刀或用气焊熔开,禁止使用钢锯锯断,避免金属屑进入系统管路。
(3)在切断管路之前,要把断开部位用砂布打磨掉氧化物,然后用布擦拭干净,为再焊接作准确。
(4)拆开的管路必须立刻用塑料薄膜和胶布严密包好。
(5)拆开的系统,要用0.8MPa的氮气吹污。吹污过程中,用拇指堵住出气口,等压力升高后突然放开,形成断续的气流,吹污效果较好。
12.零部件安装前的处理要点
为了确保安装质量,避免产生二次故障,所有制冷系统中的零部件在装入系统之前,要经过如下处理:
(1)确认零部件完好,与损坏的零部件规格参数一致。初学者不宜选择与原零部件规格参数不同的代用品,以免造成调试的困难。
(2)用0.8MPa的氮气进行吹污处理。
(3)在电加热恒温箱中进行干燥处理。对于全封闭式压缩机的烘烤温度控制在105度,不得过高以免破坏压缩机电机的绝缘,烘烤时间在8小时左右。其它零部件的烘烤温度可适当提高,几何形状简单的烘烤时间在2~4小时左右,几何形状复杂的烘烤时问要长一些。
(4)在烘烤过程中如能配合抽真空处理则效果最好。
13.全封闭制冷压缩机的更换
更换全封闭制冷压缩机的拆装要点如下:
(1)将准备换入的压缩机按安装前的操作规程处理。
(2)将损坏的压缩机工艺口打开放净制冷剂,再用气焊熔开高低压管连接部位。
(3)装新压缩机时,要注意固定地脚和减振装置的安装。
(4)各连接管的焊接表面要清洁,插接间隙尺寸要适当,以保证焊接质量。
(5)接管焊接时要注意焊缝的质量,尤其是不容易直接看到的地方,焊好后要充入氮气检漏,确认无泄漏,将各个焊口涂漆防锈。
14.干燥过滤器的拆装
凡是打开制冷系统的修理,按规程均要更换新的干燥过滤器。干燥过滤器有单尾和双尾两种规格,若要选择双侧抽真空就要使用双尾的干燥过滤器。对于有锡箔真空封存的干燥过滤器,启封后必须马上装入制冷系统。迫不得已仍重装使用过的干燥过滤器则要经过活化处理,即在恒温箱中加热至350度,保持2小时以上,再用氮气吹污后装入制冷系统。如果没有正规设备,应急处理可采用酒精灯烘烤的方法使干燥过滤器活化。
15.毛细管的拆装
毛细管是制冷系统中非常重要的零件,它的内径很小,易于堵塞,同时长度、内径和管壁的粗糙度都对制冷效果影响很大。更换毛细管要特别注意用氮气吹污,将毛细管的两端做成30度的斜口,插入干燥过滤器不能过短,否则在焊接时易被钎料堵塞,也容易造成脏堵,但也不能过长接触过滤网,影响制冷剂流量。焊接时火焰要适中,不宜直接对准毛细管,以免烧坏。从干燥过滤器接出的毛细管要用焊锡与蒸发器和压缩机之间的回气管并焊.构成一个回热器(R12制冷系统中,利用回气的过热来换取制冷剂节流前过冷的换热装置),用以提高制冷效果。剩下的毛细管则应盘成适当直径的环形,不要与其它物体接触,避免在运行振动中磨坏。
16.普通温度控制器的拆装
电冰箱温度控制器拆卸要点是:
(1)拆下夹装在蒸发器或箱壁上的感温管,记住原始安装的特点,以便于复装时运行调整。
(2)拔下温度控制器的定温调节旋钮。
(3)松开固定温度控制器盒的螺丝,卸下温度控制器盒。
(4)把温度控制器盒中固定温度控制器的螺丝旋下,取出温度控制器。
(5)摘下电线,并做好标记。
17.启动继电器与热保护继电器的拆装
拆卸的要点为:
(1)用尖嘴钳或螺丝刀将继电器保护壳固定夹拨开,看准方向将继电器保护壳取下。
(2)将启动继电器和热保护继电器分别取下,若启动继电器插接较紧,则要看清情况后再作处理,不可用螺丝刀等工具乱撬。
(3)摘开的电线头要做好标记。
安装的要点为:
(1)将热保护继电器的电线插在压缩机接线柱的公共端“c”上,并将热保护继电器的固定卡子套好装于紧贴压缩机的位置上。
(2)将启动继电器插在压缩机接线柱的启动端“s”和运行端“M”上。
(3)接好其它电线,并仔细检查。确认无误后通电试验。
(4)将继电器保护壳装于压缩机托架上,并用固定夹子固定。
网友评论