工作过程:三相电源通过交流接触器给三相变压器供电,变压器的次级整流后,得到适合于等离子弧切割的直流电源。交流接触器由程序控制电路控制。
接通面板上的控制电源开关后,按动割炬开关,气阀首先导通,压缩空气通过金色过滤减压阀和气阀后,从割炬的喷嘴流出,约0.5s后,交流接触器吸合,割炬的电极(- )和工件(+)之间就建立了适合于等离子弧切割的直流电源。同时高频引弧器开始工作,产生引弧所需的高频高压,引弧时间约0.5~1s左右。当等离子弧引弧成功后,割炬喷嘴中喷出高温高速的等离子弧来,将工件局部迅速熔化,并同时用高速气流将熔化的金属吹走,而形成狭窄切口,完成切割过程。
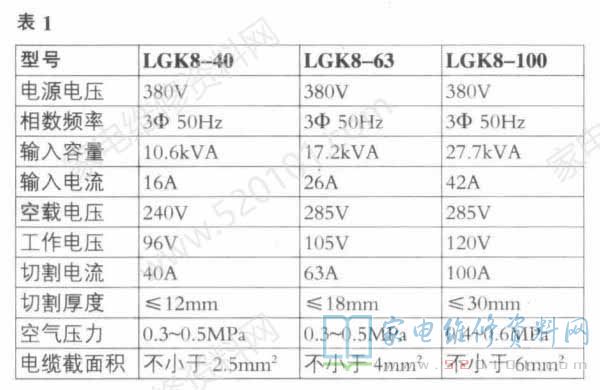
主要技术数据见表1。
电气原理图(LGK8- 40/63 )见图1。

图1中元件参数及功用见表2。

常见故障及排除方法见表3。

网友评论