接修一台格力多联式中央空调机组,制冷效果差。该空调由两台外机组合成一个系统,需维修2号机(型号为:GMV-400WM/X,14P)。该机所有内机制热效果差,制冷高压压力上不去,加之2号机四通阀(型号为SHF-35-79)有窜气声,声音还比较大,所以决定更换四通阀。小挂机和柜机相比,该机四通换向阀体积比较大,如图1所示(14P外机四通阀体积比家用2P机四通阀大很多,更换有一定的难度),本文根据笔者长期积累的经验,介绍该四通阀的更换步骤,供参考。

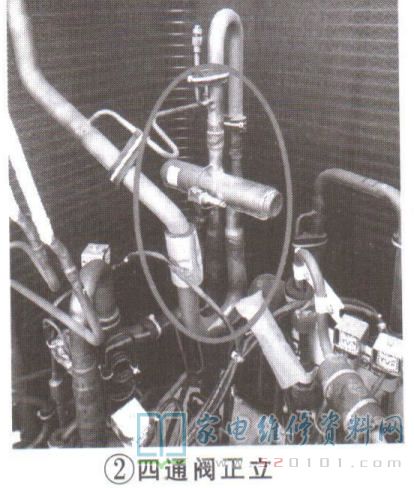
步骤一:观察四通阀在系统中是正立还是倒立方式。倒立是指3根粗管(E、S、C)焊接口朝上,阀体在焊口下方,这种方式的焊接较方便;正立是指E、S、C这3根粗管焊接口朝下,更换时焊接较困难,焊料需从下方气焊融化填入,并且,焊接时,为了保护阀体,其上方有水降温,这时水会顺势流下,影响焊接。该机采用正立方式,如图2所示。
步骤二:取阀体。因为正立式四通阀三根粗管焊接口朝下,焊接困难,所以先不直接焊接四通阀阀体上的焊点,而是将四通阀连接的管路远端的铜管割开或焊开。

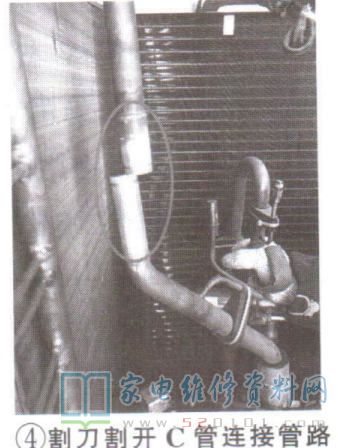
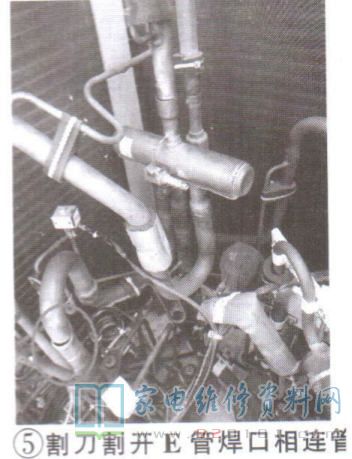
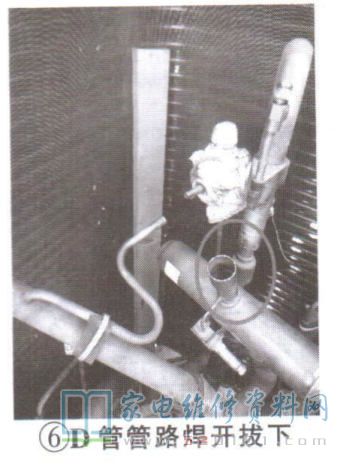
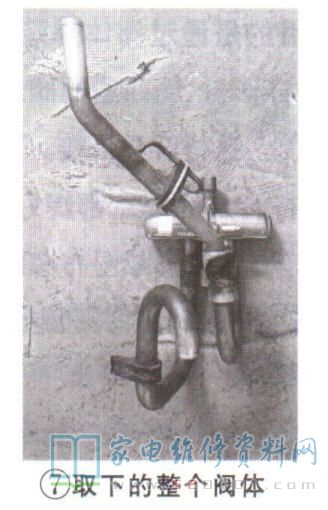
四通阀有“D、E、S、C"四个接口,如图3所示,“D”接系统高压侧,“S”接系统低压侧。首先用割刀割开“C"口连接管,如图4所示,割下的这段铜管是管径为28mm的铜管,管路较长,所连接的是冷凝器方向;再用割刀割开“E"口的连接管,如图5所示,该管连接的是内机方向的气管阀门,然后用焊枪焊开“D"口所接铜管,如图6所示,最后焊开“s"口所接铜管,取下阀体,如图7所示。
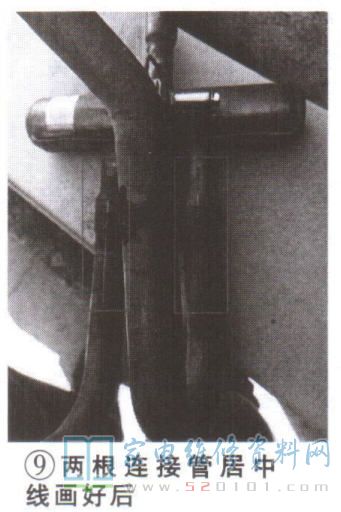
步骤三:做记号,在取下的阀体连接管上画线做记号。笔者用的是钢锯条做尺,用美工刀在铜管中间画出一条竖线,如图8所示,用于四通阀焊点的定位。这条竖线要尽可能地画长,从换向阀阀体铜管一直 画到焊点后所连铜管,以方便对比。先对两根连接管居中线画,如图9所示,再在新阀体的“E”口和“C"口铜管上也居中画线,备用。

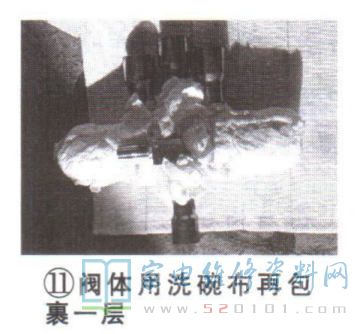
注意:在用纸巾包裹时,,要将阀体下方三根铜管与四根换向毛细管的间歇塞满包实,因为外层布很难包裹到这些部位。

接下来用洗碗布包裹四通阀阀体,并用细铁丝固定,如图11、图12所示。最后喷水,让包裹布湿透即可(注意:不要让水流到阀体铜管口内)。

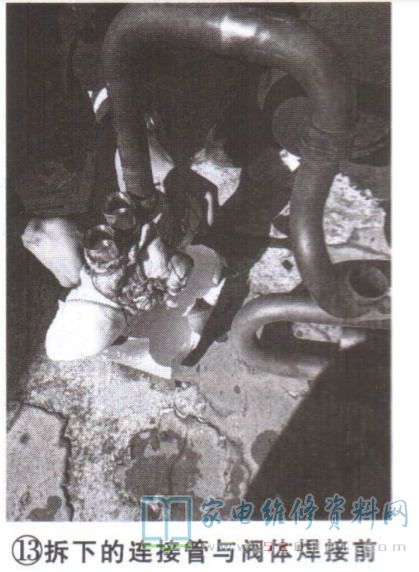
步骤五:焊接阀体。将阀体上"E"口和“C"口所接的铜管依次焊下,对正上述画下的线,焊下一根装上一根。焊接时阀体铜管口朝上,并浇水,如图13所示。焊接时要注意焊枪火候,初学者可以频繁地对阀体均匀浇水(浇水保护,阀体就不会损坏,但水量尽量小点,若水量过大,会使焊接处铜管温度降低,还会产生蒸汽,影响焊接速度和质量)。如果是熟练焊工,焊一段时间浇一次水,每焊完一个接头后,在阀体上大量浇水降温,这样焊接速度快,焊点也比较光滑,如图14所示。

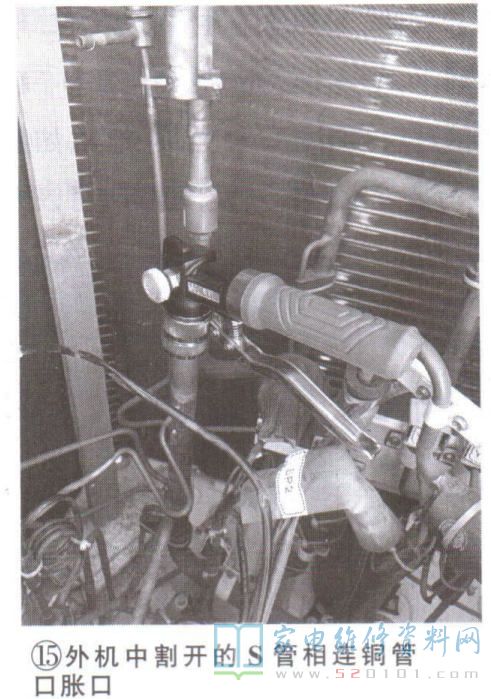
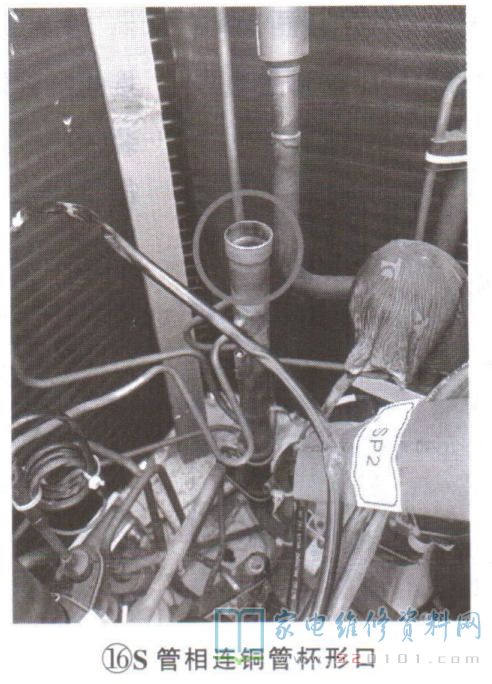
步骤六:对外机铜管扩口,如图15所示,先将“S"与“E”口相连的铜管扩成杯形口,如图16所示。然后将四通阀阀体套入铜管中,量好尺寸切两根管径为28mm的铜管,一根放入“S"口,另一根扩成杯形口后与“E"口相连,最后在“C"口处套上铜直接头,这样做的目的是让所有铜管接口焊点朝上。接下来将所有铜管口和杯形口套入四通阀阀体,试装配一下,并调整至合适尺寸。
步骤七:焊接四通阀阀体S管。将四通阀体从外机_取下,把上述管径为28mm铜管焊接至四通阀阀体S管上。该步的目的是通过阀体焊好S管后,插入外机相连铜管的杯形口,使四通阀阀体s管最后连接外机焊点也朝上,这样容易焊接。
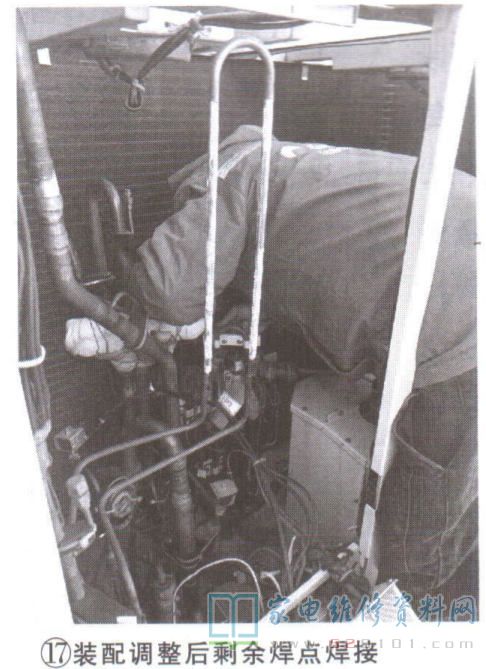
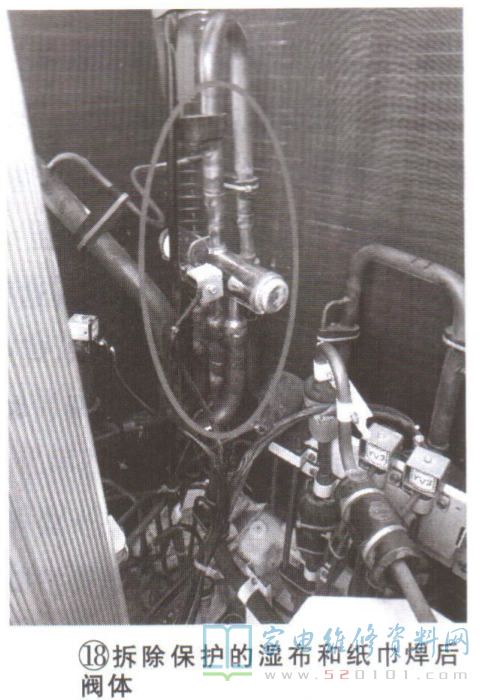
步骤八:装配四通阀,将剩余的焊点都焊好,如图17所示。检查焊点无问题后,拆除湿布和纸巾,如图18所示。
最后抽真空加氟调试,并通电测试四通阀,换向几次均正常即可。提示:(1)要在“E”、“C”管上做好记号,以便阀体能准确套入外机铜管中。(2)通过将铜管扩成杯形口,让所有焊点都朝上,使焊接最简单化,提高焊接效率及焊接质量。(3)所有需要焊接的焊点(除新四通阀外),均需用铁沙皮纸打磨光亮,擦干净,这样能保证焊接质量,也不会发生某个点焊条熔化后不粘焊缝。(4)包裹纸巾保护-定要做,湿透后能均匀散热,且能保证包裹严实。(5)更换四通阀时,需提前一天放光冷媒,这样在焊接时因系统中无残余冷媒而便于焊接。若刚放光冷媒不久就更换,焊接时会有呛人的气味,并且焊点有气体冒出,这样会影响焊接,这时可以接上真空泵,抽一定真空后再焊接。
网友评论