一、上门修理所需的工具及备件
MF64型(或其它能测1A交流电流的型号)万用表一只,5kg小型压力表一块,200mm活动扳手一只,刃口完好的手钳及尖嘴钳各一把,小号平头、十字头螺丝刀各一把,0~10mm微型割管器一个,长约10cm的自行车用气门芯一根,长约20cm内径为6mm纯胶管一根,100W、300W外热式电烙铁各一把(若为内热式其功率可适当减小),长约4cm、内径分别为4mm、6mm、8mm的铜管各二根,经过单头扩胀的4mm、6mm、8mm铜管各一根,维修用三通阀一只,带封头螺母二只,充氟用充液阀一只(带开瓶器),长约1m的加液管一根,390g装氟利昂二瓶,φ3mm以上焊锡丝3m,一小瓶液压油,松香、透明胶布、粗细砂纸各适量备用。
上述工具中,5kg普通小型气压表需打开表盘正面玻璃罩改装,将表针从原来零位取下,转换一下角度后装到原来1.5kg标度上,然后将原表盘上0~5kg标称刻度值改为-1.5kg~+3.5kg(见图1),再把表盘正面玻璃罩装好,这样一块5kg的压力表就变成了既能测负压1.5kg、又能测正压3.5kg的压力表,以便于在修理中测抽真空负压及充制冷剂正压用。三根经过单端扩胀的铜管是用于修理时根据不同的要求与三通修理阀连接,其扩胀管方位是将铜管按长度要求截好后,将其固定到带有圆孔的夹具内,然后加热、待管子烧红后用比其内径大的尖头冲扩管(方法见图2)。另外,在三通修理阀与加液管、压缩机工艺管等接头紧固螺母中都放有密封胶垫,这种胶垫在使用中很容易损坏,可用长约2mm、外径在10mm以下的胶管代换。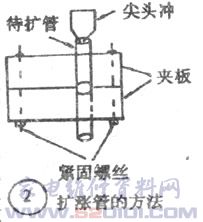
二、压缩机的检查
新购或经过修理的压缩机,要进行试压检查及通电检查合格方可装机。试压的方法是:用干净的大姆指按在压缩机的高压排气口上,启动压缩机时若大姆指有被气压推开的感觉,说明压缩机排气合适,如果大姆指感觉未被气压推开,则认为压缩机排气压力不足(试验时低压吸气管不能堵死),需要进行修理。检查压缩机吸气压力的方法是:堵死工艺管口,用大姆指按住低压吸气管口,启动压缩机时若感到大姆指发胀及肌肉有向外拉的感觉,关闭压缩机后移开大姆指发现有深深的圆形印记,可认为压缩机吸气正常。否则,说明压缩机吸气无力或漏气。试压合格的压缩机还要通电检查,方法是在压缩机高压排气管口上焊上一根一头经过扩胀管的铜管(焊接方法下述),并事先在铜管上套一只紧固螺母,将扩胀管的一头接三通修理阀,并在三通阀上装好压力表,打开三通管理阀上截门,在压缩机的电源中串入交流电流表,通电观察电流表在压缩机无负荷时电流应为标称电流的60%左右,再慢慢关紧三通修理阀上的截门,当压力表上指示为3kg时,电流表上的电流应基本上等于压缩机的正常工作电流或在±5%以内观察30分钟以上如工作电流超出正常范围很多或电流不稳,压缩机外壳发热及机壳内有敲击声和漏电现象,说明压缩机质量有问题,不能上机使用。
三、制冷管道的切割和焊接
在确认电冰箱制冷系统内有故障后,要进行制冷管道的切割和修复后的焊接。切割管子的方法是:先把压缩机上的三根电源线取下,然后用割管器从压缩机低压吸气管与蒸发器引出管焊接点外2cm,即远离压缩机的地方割开。在管子割断几秒种后,要用透明胶布将割断的管口封住,以防空气中的灰尘和水份进入制冷系统内。如无割管器,可用刃口完好的手钳在需要割断的位置,垂直夹紧管子后用刃口夹割管子。但动作要慢,且将手钳作上下移动。因切口不规整,需稍加处理。
常见的压缩机上三根连接管都是6mm直径铜管,电冰箱上高压冷凝器输入管和低压蒸发器输出管贝0有4mm和6mm两种且有铜、铁管之分,也有使用8mm直径的管子。锡焊前都需用砂纸将焊接部位打磨干净,除去表面的油污和锈斑,用加热后的300W电烙铁在管子上面熔满松香,并给管子加热,待管子烧热后把焊锡条放在上面,使锡能迅速熔化,并在管子上面挂上一层均匀的锡。
如果待焊接的管子直径相同,是不能用对口焊接的,应该用比其外径大或小2mm、长3~5cm的备用铜管挂锡后套在待焊接管外面或里面,用300W的电烙铁进行焊接。焊接时把电冰箱倾斜放置(电冰箱与地面夹角不能小于45度,以防压缩机内液压油流到制冷管道内),对待焊管子进行加热至原挂的锡发亮并开始流动后,把焊锡条放到外套管子的头上,让焊锡熔化后流进管子的接头缝隙中,必要时可加少许松香来加速焊锡的流动。等焊锡已充满接头缝隙并在外面管子截面上形成均匀的圆孤时,拿开电烙铁并保持已焊管稳定,以防止出现虚焊(如图3示)。 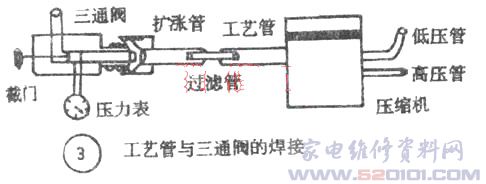
不同直径待焊管之间的焊接不需要加套管,可以将细管插入到粗管中2cm后加热焊接。
四、压缩机自身抽空法及加注制冷剂
制冷系统在补漏、更换压缩机、过滤器及其它需放掉制冷剂进行修理后,在充灌制冷剂前要先进行抽真空和试压,然后才能加注制冷剂。在上门修理不便携带真空泵的情况下,可以采用压缩机自身抽真空法完成抽真空及加灌制冷剂。下面以更换压缩机为例介绍操作要领:先把压缩机固定好,再检查压缩机壳上三个引出管和待焊接管的直径,按以上介绍的方法焊好压缩机低压吸气管与蒸发器输出管,在工艺管头部焊接一根比它细的铜管和一头经过扩胀管的铜管,并事先套上一个与扩胀管外径适当的紧固螺母,将这三部分焊接起来(见图3);
在扩胀管头部装上三通修理阀,在三通修理阀上装好压力表;在压缩机的高压排气管外面套上一根长约10~30mm、内径为6mm的橡胶管,橡胶管的另一端插进盛满液压油的墨水瓶里,冷凝器的进气口外面套上一根长约5cm的自行车用气门芯,气门芯另一端折叠后用细线扎紧,然后接上压缩机电源线,关紧三通修理阀截门。
经检查以上各部分无误后启动压缩机,这时盛满液压油的墨水瓶里立即冒出气泡,三通修理阀上气压表从零表压向负表压方向明显偏转。继续运行十几分钟后,观察气压表上指针应从零降到-0.8kg左右,并且指针偏转速度逐渐减慢.继续运转三小时后,气压表指示约-1.0kg,盛液压油的小瓶不再往外冒气泡。将三通修理阀及有关螺母拧紧后关掉压缩机电源,观察压力表上指针是否回升。停机观察数小时若压力表指针未动,说明制冷系统内没有漏气现象。否则,需进一步查找原因并排除。
检查压缩机抽空合格及系统内没有漏气现象后,取一瓶制冷剂并将带有开瓶钢针的充汽阀完全向上打开拧到制冷剂瓶口上,加液管的一头拧到充汽阀出口上,另一头拧到三通修理阀入口上(见图4)。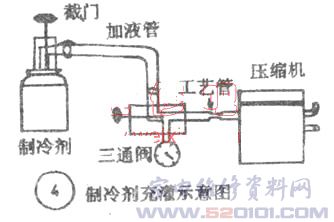
这时启动压缩机,并开始加热100W、300W电烙铁,让压缩机继续抽空并打开三通修理阀上的截门。让压缩机将加液管里的空气电一块往外抽.并继续观察一段时间,在盛满液压的墨水瓶30分钟内没有冒出气泡,并且压力表上指针不小于-1.0kg时(往往抽空3~5小时才能达到)抽空结束。此时把制冷剂瓶口上的截门往下拧到底再慢慢往上拧,制冷剂开始顺加液管、三通修理阀进入压缩机。当盛液压油的墨水瓶开始往外冒气泡时,立即关掉压缩机电源,并继续向压缩机内充制冷剂。当压力表上指示从原来的-1.0k慢慢上升到零时,关掉制冷剂瓶口上的截门。然后快速将压缩机压排气管上的橡皮管和冷凝管上的气门芯拔去,把待焊细管子的一端插进粗管内2cm,再用300w电烙铁在待焊部位加热,这时压缩机内制冷剂受热往外挥发,而外面的空气不能进入制冷系统内部。等管子接头处原挂锡层熔化后,把焊锡丝放到待焊接头上熔化并流入接口处的缝隙中(整个抽空示意图见图5、)。 
接口焊好后不要急于充灌制冷剂和启动压缩机,要待焊口冷却后并仔细检查焊口,否则,应用100W电烙铁快速补焊,以防原焊锡口锡层受热变形产生裂纹,如果补焊后仍不理想,则可往压缩机内补充一点制冷剂,再用300W电烙铁重新焊接。此道工序必不可少,因为压缩机充足制冷剂后再焊接很不容易,况且利用压缩机自身抽空法是一次性完成,不允许中间停顿,否则只能从头开始。
上述焊接合格后重新启动压缩机,这时可看到压力表上指针向负压方向偏转。再打开制冷剂瓶口上的截门,让制冷剂充进压缩机,并使压力表上指针上升并保持在0.2kg左右,压缩机连续运转十分钟后,用手摸冷凝器应发热并且四周发热均匀,如果发热不均并有明显的冷热分界线,说明制冷系统内空气没有抽干净,应加以补救,方法是关闭压缩机电源,关紧制冷剂瓶上的截门后等待30分钟,当压力表上指针从0.2kg上升到最大时(约1.5kg-1.8kg),松开压缩机工艺管与三通修理阀之间的连接螺母,放出压缩机内的制冷剂,观察压力表降到0.5kg以下时拧紧该紧固螺母,重新启动压缩机,再次充灌制冷剂,并按前述保持表压为0.2kg。等十几分钟后再摸冷凝器四周应发热一致,摸干噪过滤器微热,而压缩机低压吸汽管发凉。打开冷冻室门观察,蒸发器壁上有水珠或有微霜形成。一切都正常后再打开制冷剂瓶上截门,继续向压缩机内充灌制冷剂,当压力表指示为0.5kg时(夏季可充到0.7kg),关闭制冷剂截门让压缩机继续运转,并观察冷冻室内结冰及压缩机的启、停。在压缩机停机后观察压力表指针应在2.1~2.3kg之间,如过高说明制冷剂加注偏多、要放出一部份,并本着宁可少充也不可多充的原则,以防制冷剂过损坏压缩机。
五、制冷系统的检查及封口
压缩机充灌制冷剂后,如果观察几个小时内压缩机启、停及温升正常,冷冻室内结霜良好,冷凝器温度均匀,即可进行制冷系统的封口。封口最好是用封口钳,如没有可用刃口完好的手钳按图3夹扁与工艺管和扩涨管之间相连的一段过渡管,在远离压缩机的一头夹扁一处,在附近再夹扁一处,并且离压缩机远的一处要夹得死一些。然后用300W电烙铁溶下与其相连的一段扩涨管及三通修理阀,如听到漏汽声要立即用手钳细夹管口,直到听不见声响。将夹扁的过渡管头插入液压油中,如有汽泡冒出要继续用手钳夹紧封口,直到没有汽泡冒出时再用电烙铁在封口焊上焊点光滑的锡。 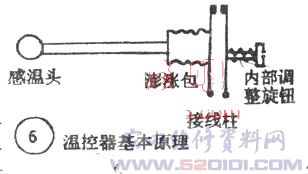
在电冰箱维修中以温控器损坏居多(温控器原理见图6),而其中多是感温头及内部触点损坏,有少数是压缩机电流保护器及起动继电器(电磁式和热敏电阻式)损坏。
网友评论