一、电冰箱的故障绝大多数出在制冷系统,在制冷系统中最常见的故障便是“堵”和“漏”
“堵”是指制冷系统管道内发生堵塞,使制冷剂在制冷系统循环管道内流通不畅或是完全不能流通,导致制冷剂循环状态变化紊乱,使电冰箱工作失常。
“漏”是指制冷系统部件由于材料质量差、加工手段不良或是长期使用不当造成腐蚀,以及各种原因而形成制冷系统管道穿孔、裂口破损使制冷剂泄漏,电冰箱就不能制冷了。
维修人员对故障现象及形成原因有了明确的概念,就能够准确判断故障部位,并采取相应的技术手段排除故障。
二、“堵塞故障”的判断处理
堵塞故障可分为两种:一种是“冰堵”,另一种是“脏堵"。故名思义,冰堵是管道系统被冰堵塞,脏堵是管道系统被脏物杂质堵塞。不论那种堵塞都使制冷剂不能正常循环。制冷系统不能正常制冷工作。
(一)冰堵故障排除
“冰堵”是制冷系统管道内真空处理不良,使系统内水分含量超标或是制冷剂本身含水量超标而致。按照规定制冷系统内制冷剂的含水量不得超过20ppm,即一公斤制冷剂含水量不得超过20毫克。超过此标准,制冷系统工作就不正常。
“冰堵”故障的形成:一是由于采用的制冷剂含水量超标。二是制冷系统真空处理达不到要求,系统内残留空气所含的水蒸气使制冷系统含水量超标形成冰堵。
冰堵故障一般发生在毛细管的出口端(即毛细管与蒸发器的连接处)。因为在此处当液态制冷剂由毛细管到蒸发器时,管道空间骤然增大,由高压压力及低压吸力的作用使制冷剂体积大大膨胀,液态制冷剂变成气态,吸收大量的热能,此时的蒸发温度可达-15℃(单门冰箱)或-23℃(双门冰箱)。制冷剂内所含的微量水分到此处即冻结成极小冰粒附着于毛细管出口处,由于制冷剂的循环,系统内的微量水分将会逐渐集中到这里,毛细管出口处的冰粒会越结越大,到一定的时间就将0.6毫米的毛细管内孔完全堵塞,制冷剂不能循环,电冰箱也就不制冷了。
冰堵故障的发生有其特殊的故障现象:在通电运行的最初阶段,冰箱工作正常:机组运行平稳,蒸发器内开始结霜,可听到制冷剂流动声稳定、冷凝器发热;随着微量水分在毛细管口冻结成冰,故障开始出现:首先听见流量声断断续续不再清晰平稳,声音渐弱,随着堵塞逐渐严重流量声越来越小,最后完全堵塞流量声消失,蒸发器结的霜逐渐化掉,冷凝器不再发热。由于堵塞,制冷系统内制冷剂不能循环流动,在压缩机不断工作的情况下会被全部压缩在高压部分,使高压压力增高,机组运行声响增大。
这时如果停机使蒸发器温度回升(可用热毛巾敷烫、用电吹风吹、或是将一杯开水放入冰箱内使其升温)到一定时间由于温度升高使毛细管出口端的冰粒溶化,可听到高压制冷剂冲入蒸发器内的强烈气流声,蒸发器内又会有结霜现象。这时如果再通电使压缩机组运行,电冰箱又呈正常状况:机组运行平稳、蒸发器结霜、冷凝器散热良好,听到制冷剂流量声正常。但这种状况不会持续很久,当微量水分逐渐形成冰粒堵塞管口后,故障现象会再次发生,冰箱不能正常工作。
对冰堵故障的排除首先要确保制冷系统管道无任何渗漏点,以免抽空不净有空气从渗漏处进入管道系统内。其次在抽空加氟的维修工艺处理过程中要作到步步严密,不可让空气钻入制冷系统内。
对冰堵故障的排除可采用下列方法进行:
1、加热抽空法:
将制冷系统内的制冷剂放掉,重新进行真空处理。在真空泵抽空的同时对单门冰箱的制冷系统各部件:蒸发器、冷凝器、过滤器进行加热烘烤,可用小酒精棉球加热,手摸蒸发器可到90℃左右(滴上几滴水很快蒸发掉),冷凝器由上而下进行烘烤,对分子筛过滤器可多烤一会儿使分子筛活化吸收水分。对双门双温直冷式电冰箱不能直接用明火烘烤,可用电吹风进行加热,时间可稍长些。
对单门及双门冰箱烘烤和加热后,稍稍再抽空一会儿(两三分种)即可重新加入制冷剂。烘烤加温这一操作工艺与充加制冷剂工艺操作程序之间相隔时间不可过长,时间过长管道内温度下降会使外部冷空气少量回串到管道系统内,造成又一次真空处理不良。
2、甲醇排堵法:
此法适用于外出维修无真空处理设备的环境条件。处理效果良好,但要多耗费一些制冷剂。
在冰堵形成后对单门冰箱采用加热烤通冰堵,对双门冰箱用开水蒸气加温使冰堵部位化通,这时制冷系统低压部分压力高于大气压。将压缩机组上的维修工艺管切开,迅速装上快换接头类型的加气阀门,(这个过程中要漏掉一些制冷剂)使漏气量尽量少。将加液管内空气排尽后加入3cc甲醇,然后一端与加气阀门连接从制冷剂钢瓶中放出制冷剂通过加液管将甲醇一起充入压缩机组内。通电开机运行并将温度控制器调到冷点使机组较长时间运行。由于甲醇与水混合后凝固点降低从而消除掉冰堵故障,温度控制器调到冷点可使温度降得更低,在较长时间的运行过程中观察还有无冰堵故障发生,如无冰堵现象发生则说明冰堵故障已排除。另一方面,由于甲醇对电机转子及铝质管道有腐蚀作用,时间长久会对电机和制冷系统铝质管道造成破坏形成电机故障和管道渗漏,因而在冰堵故障排除后还必须将制冷系统内的制冷剂统统放掉,使充入的甲醇与系统中的微量水分随多量的制冷剂排掉,再重新充入制冷剂,如果进行两次排气处理,足可将充入的甲醇排尽最后充入制冷剂,使制冷系统正常,即可取下专用阀门,封好工艺管口。
3、加热排堵法:
此法不用甲醇,也适用于外出维修。
电冰箱冰堵后按上述方法烘烤加热使冰堵点通畅,打开压缩机工艺管,连接好加液管和真空压力表,继续对蒸发器、冷凝器以及过滤器进行加温,从压力表上可见到低压压力逐渐上升:单门冰箱经火烘烤后压力可达0.6~0.8MPa双门冰箱用电吹风加热后压力可达0.4~0.6MPa然后从工艺管口将制冷剂统统放掉,放完后直接再加入制冷剂并通电开机运行。如果再次发生冰堵可使机组运行时间稍长一些,待压缩机温升到60~70℃时停机,再进行烘烤加热,冰堵排除管道通畅后,从工艺管处放掉制冷剂,这时整个制冷系统管道包括压缩机组温度都较高,微量水分在此条件下极易成蒸气状随制冷剂排出,这样使冰堵故障消除。
如果处理过程严密无隙,但每次充入制冷剂后都发生冰堵,可怀疑制冷剂含水量过大。可准备一只干燥过滤器,在充加制冷剂时连于制冷剂钢瓶和加液管之间,使制冷剂经干燥过滤后再充入冰箱制冷系统内。充满制冷剂时宜将钢瓶倒置使液态制冷剂经干燥过滤后充入制冷系统内。(在相同条件下液态氟利昂含水量比气态时小八倍)。
冰堵故障的发生有出厂前真空处理不良而形成的,多数是维修处理不当而形成的。在维修过程中由于真空处理工艺不严密,虽然未形成完全的冰堵,但使制冷系统高压部分压力过高制冷效率降低,耗电量加大。其表现现象为冷凝器起端很烫手、而末端冷,或是两端温差很大,这样势必形成冰箱运行时间长、停机时间短,耗电量大,从而影响冰箱的使用寿命。
真空处理良好的制冷系统在通电时冷凝器散热均匀,过滤器有一定热度。以此便可判断制冷系统真空处理是否良好。
(二)脏堵故障排除
“脏堵”是制冷系统管道内杂质随制冷剂循环流动到管道狭窄处逐渐积累而堵塞管道使制冷系统循环不正常。
脏堵故障不象冰堵故障那样明显、发生部位那么固定。
脏堵一般发生在管道狭窄变形、不通畅或内壁有毛刺、粗糙的部位。在电冰箱长期工作中制冷系统内的杂质随制冷剂循环到这类部位逐渐积累起来使该部位通道越来越狭窄,逐渐形成脏堵故障。严重时脏堵部位完全不通,而且不象冰堵故障那样还会因冰粒溶化而通畅。脏堵故障只要形成某部位完全堵塞后就再也不会恢复通畅。这是与冰堵的最大区别。
局部脏堵的主要征候是蒸发器内结霜不满,冷凝器只热一部分,而且堵塞部位发冷、结露,堵塞较严重的还会结霜,这是由于堵塞部位只有很小通道,堵塞部位前的制冷剂在压力作用下通过很小通道后形成节流膨胀现象而吸热,造成结霜现象。随堵塞部位的严重程度不同,该部位形成的发冷、结露、结霜的现象也不相同。一般说来脏堵易发生在过滤器处,常表现为发冷、结露现象。
目前电冰箱厂家生产工艺及操作水平都很完善,电冰箱制冷系统管道内的清洁工作亦很严密,极少有脏堵故障出现。
脏堵故障的发生多是由于冰箱出现故障后维修过程中操作不当而造成的。
发现脏堵故障后对不很严重的可将管道分段后使用高压氮气冲洗。对严重的应切除堵塞部位管道、更换堵塞部位元件,重新连通制冷系统管道,使冰箱得以修复。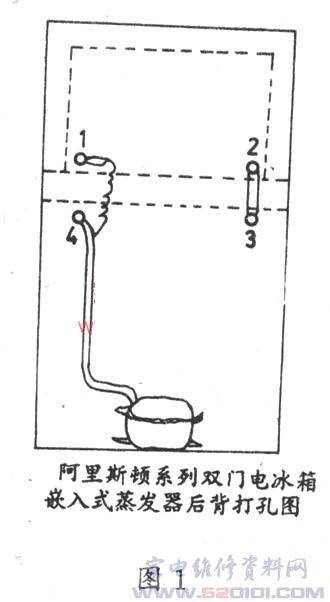
(三)“漏气”故障的判断处理
电冰箱制冷系统是一个完全密封的循环管道,充入的制冷剂一般在110克至160克,量很少。在制冷系统管道任何部位出现极细小的渗漏点制冷剂就逐渐由此渗透泄漏,随着时间增长,制冷剂漏完,冰箱就不能制冷了。
漏气故障的形成大致可由三方面原因造成。第一是由于使用不当,人为地造成漏气故障,如搬运时碰折管道,取冷冻室内食品时用刀撬刮而将蒸发器管道凿出孔洞造成漏气,这种漏气往往在10多分钟内使制冷剂漏光。第二是在管接头焊接时工艺处理欠佳或是材料质量问题形成砂眼渗漏点造成漏气故障。第三是原材料质量问题,在使用过程中穿孔漏气。
从整机结构上分:漏点在箱体外部可见到的称为外漏;漏点在箱体内部不可见到的称为内漏。
外漏部位明显、查找准确、容易维修。
内漏部位在箱体内不易找寻,修复时必须将箱体及隔热层挖开,查找到漏点进行修复。操作工艺复杂、修复困难。
从维修角度分:习惯将漏点分为高压及低压,在检漏时将制冷系统管道分为高压及低压两部分进行氮气试压检漏。
由于高压管道和低压管道都有在箱体外部和箱体内部的部分,因而高低压管道都存在外漏和内漏故障。在维修工作中以低压内漏故障最复杂,维修处理工艺最难。其它类型的外漏内漏均比较好处理。
在维修条件较好的情况下对于漏气故障的电冰箱进行分段氮气试压:低压部分主要检查蒸发器管道有无内漏,分段时将压缩机回气管焊接口用气焊取开,低压回气管端焊接上真空压力表。毛细管过滤器焊接口取开,将毛细管端封闭。从真空压力表处充入氮气,达0.8MPa即可。保持压力24小时,压力表指针稳定不下降,说明蒸发器不漏。如果压力表不能稳定而有下降说明蒸发器有漏点。需进行内漏故障维修处理。
高压部分管道进行氮气试压可在上述低压部分试压工艺处理的基础上将压缩机低压回气管封闭,将过滤器上毛细管焊接口处封闭,在压缩机工艺管上焊接上真空压力表,由此处充入氮气,达1.2~1.6MPa即可,24小时后观察指针有无下降,以确定高压部分有无漏点。
在外出维修中不可能有较完善的维修设备条件,因而查漏找漏很难进行。以下介绍一些上门维修查找漏点的方法:
首先检查可见的各管道上有无油迹,特别是焊接头部位。因为在制冷系统管道内制冷剂R12与机组内的冷冻油可以任意比例互相溶解,制冷剂循环流动到那里,冷冻油也带到那里,在有漏点的部位,制冷剂由渗漏点漏出后挥发到大气中,而冷冻油则分离出来留在渗漏点,久而久之形成沉积浸润。所以发现管道上油迹浸润就可发现漏点。
对于压缩机组运行正常而又不制冷的电冰箱,在进行漏点检查时如未发现管道系统有可疑油迹部位时,则需要充气检查。外出检修工作中无完善的设备,这就需要一定的经验进行判断。无氮气试压可采用制冷剂本身进行试压。试压时需在工艺管上焊接压力表。在实际操作工艺中打开压缩机组上工艺管时要特别注意打开管的瞬间压缩机内有无微量气体喷出,或者是空气被吸入压缩机中。(注意:打开工艺管前,压缩机组不要运行,如果运行了机组应等候半小时再开工艺管。因为机组的运行将会影响漏气部位的判断。)
打开工艺管时有微量气体喷出可判断漏点在低压部分。
如果打开工艺管时外部空气被抽入压缩机中可初步判断漏点在高压部分。
在整个制冷系统中低压部分占整个容积的95%,高压部分占5%。低压部分在运行时压力较低,停机时压力回升,因此在停机时漏气速度快,运行时漏气速度慢。由于低压部分容积大,从开始渗漏到故障发现,低压部分仍有少量制冷剂存在,压力总是高于大气压。因而打开工艺管时会有气体喷出。
高压部分管道是在运行时压力增高,停机时压力降低。所以运行时漏气速度快,停机时漏得慢,低压部分漏气反之。
随着漏气时间增长、制冷剂越来越少,压缩机运行时间加长、高压部分管道漏气量越来越多,低压空间内的制冷剂不断向高压补充,由于毛细管的阻流作用和高压部分的不断外漏使低压部分压力降低逐渐形成负压。所以打开工艺管口时会有空气被吸入压缩机内。
这样,通过工艺管口的工艺处理可以初步判断漏气部位在制冷系统管道的高压部分还是低压部分。
携带轻便小型焊炬将高低压分段后充入制冷剂保压试验。24小时后从压力表上再准确判断出漏点所在的部位在高压或是低压部分。
箱体外部的漏点经焊补后可将漏气故障排除。
箱体内部的漏点维修处理有两种方法:
第一种是将箱体后背及隔热层聚氨脂泡沫都挖掉,使内部管道完全暴露,充入压力后用肥皂泡或检漏设备查找漏点,找准后采取焊补或粘补法补漏。
由于箱内蒸发器管道都是铝制,焊接很困难。如果蒸发器完全拆下周围无隔热层聚氨脂泡沫,可采用SA7铝焊片,将渗漏部位用砂纸或刀片刮亮,加热至200℃以上采用100W内热式电烙铁进行焊补即可。如果周围有聚氨脂泡沫隔热层则预热加温会破坏隔热层。不可采用焊补法,而用粘补法。可采用JC-311型双管胶进行粘补,对粘补部位先进行打磨,最好是形成一个粗糙面,再用丙酮进行清洗。双管胶按1:1比例调好涂于粘补部位,如果漏点只是腐蚀面而未穿孔的可用真空泵将制冷系统管道内抽成负压,将粘合剂由渗漏点吸附渗透。如果已穿孔则不可抽空而是待其自然固化。
补好漏点后需充入0.8~1MPa压力检查漏点还有无渗漏现象。之后再发泡还原。
以上处理方法工艺手段复杂,特别是发泡工艺,人工发泡效果总是不如原机器发泡效果。而且焊补及粘补方法处理的漏点不一定能保证一劳永逸。因此又有了制作好的各种类型的铜管嵌入式蒸发器,以一劳永逸的方式解决蒸发器内漏的故障。这种方法简便、牢靠,掌握好处理方法后可一劳永逸。这便是第二种方法。
铜管制作的蒸发器按各种类型的冰箱冷冻室容积的大小而成,可从冷冻室内冰冻室门口向里嵌入。以阿里斯顿系列冰箱为例(见图)安装时将铜管蒸发器进出口管对应的箱体部位打两个孔(1及2)。冷藏室内付蒸发器进出口管对应的箱体部位打两个孔(3及4)。低压管及毛细管组成的低压管总成,下端:低压管回压缩机,毛细管与过滤器出口端(细端)相连,上端:毛细管与1相连,低压管与4相连,2、3孔的管子相连。低压回路接通。经试压检查各焊接头不漏,改装成功。改装中重点掌握焊接与发泡操作工艺。
焊接前将各管孔周围聚氨脂隔热层泡沫掏掉,根据自己焊接水平决定掏挖的宽度和深度。一般1、4孔可连通,上下扩5cm宽,深度到内胆。2、3孔可按同样规格进行,管道的长短及管口的套接要截裁合适,上下管的弯曲度呈弧形,不可折扁,更不允许出现死角。弯曲之弧形距箱背平面距离必须大于2cm以保证隔热层将其罩隔。绝对不可向外靠近箱背平面。(因为越靠近箱背平面隔热效果越差,电冰箱工作制冷时管道结霜<特别是1、2、3处>会使后背结露淌水,影响制冷效果,增加热交换量,增大耗电量)。焊接完毕后对换装上的新蒸发器系统要进行氮气试压,压力不得低于0.8MPa。24小时后压力稳定不下降,方可进行发泡工艺处理。发泡时可将箱体向前平卧,对需发泡空间的大小及所配的发泡剂的量之比例要有适当的掌握,过多会造成外溢、鼓形,浪费发泡料;过少会使发泡不充分隔热性能差。发泡料1:1配好后急速进行搅拌,立即倒入发泡空间,盖上后盖板并加以一定压力,待10分钟后发泡剂固化后观察固化效果。这步工序完成后电冰箱的修复就很容易了:将各管道接头通连,试压12小时保持全管道系统8kg/cm2压力稳定,即可抽空加氟了。
附:低压管总成制作工艺。低压管总成是将毛细管穿入低压管中,再从另一端穿出,使毛细管在低压管内进行冷热交换提高过冷度,增加制冷效率。毛细管2mm粗细,低压管6mm粗细,要从低压管穿进穿出,必需两端打孔。在6毫米粗的管子上钻孔是比较困难的,而且极易打滑。最好采用下述方法:用三角锉刀在铜管上交叉锉出一把×,达到一定深度后×的中心就可用划针或锉刀把的尖端戳穿成孔,将孔扩大后把管子弯曲一角度毛细管即可穿入,另一端的孔做成后也要弯一角度,这时铜管成孔处会产生一点裂纹,属正常操作。穿入的毛细管行至出口端可能会堵住,可用划针尖插到毛细管内孔摇动将其引出,拉到适当长度后在进出口处用银焊条焊好,并将毛细管绕在低压管上一至二圈,以防弯曲折断。低压管总成制作完毕。
阿里斯顿系列电冰箱内漏处理时可利用原毛细管。先在后背中部挖开背板及隔热层,可见到分流板(见图2)将板上三个管道锉断,其中一个管内有毛细管与分流板相连,用气焊炬采用稍弱中性焰烘烤分流板,并甩钳子夹住分流板左边缘用力拉动,烘烤到一定程度分流板拉脱再从箱体后背左下方低压管进入管体部位将低压管切断,(注意内有毛细管,切断时只切断外面粗管,不可将内部毛细管切断。)之后握住粗管向下用力将毛细管拉出,用这毛细管制成低压管总成再用。 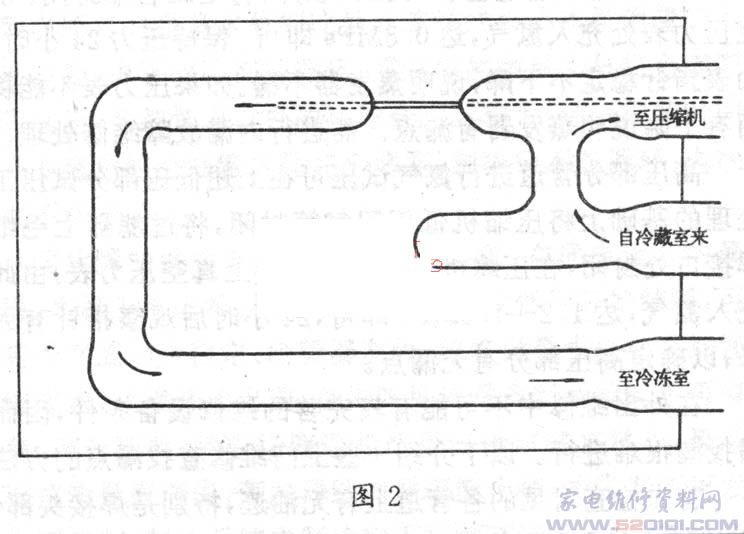
另外,如日立型的电冰箱其冷凝器在后背,如果进行挖开钻孔容易损伤冷凝器管道,而且日立电冰箱后背是钢板制成,破坏后不易还原。因此在更换安装上下蒸发器时,将低压管总成从后背打的一个8~10毫米孔洞中穿入冷藏室内。将冷冻冷藏室隔热层右边靠里的角落部位打一个16毫米左右的孔,设法将冷冻室铜管蒸发器两只进出口管道自孔洞中引入冷藏室内,在冷藏室内采用难度较高的焊接技艺将毛细管与上蒸发器入口,上蒸发器出口与下蒸发器入口,下蒸发器出口与低压管总成上端口分别进行焊接,焊接时要注意周围采取隔热措施,以免焊接火焰热度将箱体内胆烤变形,焊接火焰要调节好迅速准确完美地焊好各个接头。上下孔洞处用泡沫进行隔热处理。将上下蒸发器位置固定后,日立电冰箱的内漏故障即可排除。这种修复方法外观基本上无损坏,使用效果也很好。
在实际维修工作中并非所有的蒸发器内漏故障都要全部更换蒸发器,有一些蒸发器内漏故障可进行局部处理解决。
阿里斯顿系列电冰箱的分流板出现腐蚀漏点时可用粘补法进行补漏;挖开后背及隔热层进行氮气试压,并用肥皂泡检查,找到漏点后标出部位,采用JC-311粘合剂补漏法进行补漏可获得良好效果。
日本东芝电冰箱内漏故障出现较多,不少漏点出现在下蒸发器与上蒸发器连接管上被电加热器所包裹的铜铝接头部位。见图3,挖孔时可如图中所示进行,由于东芝电冰箱规格各有不同,除开孔的长宽度外,上下具体部位要根据冰箱容量大小,即箱体的高矮而定。开孔时可先划好线用电工刀及锤子沿线进行裁剪,注意电工刀凿进时不可切入太深,因东芝电冰箱采用电子温度控制器,箱体内埋有许多线路,凿进太深容易损伤线路。凿开三方后即可向右、向左方将铁皮翻开,挖去隔热层可见到电热导线包裹的铜铝接头管,打开层层裹紧的导线观察铜铝接头处有无腐蚀,一般有腐蚀处均可能有漏点,用氮气试压检查漏点的准确位置。同样,找准位置后采用粘补法,还原时加热导线可拆去不用。铜铝接头处可用粘合胶将外表涂宽一些面积,以避免氧化腐蚀。 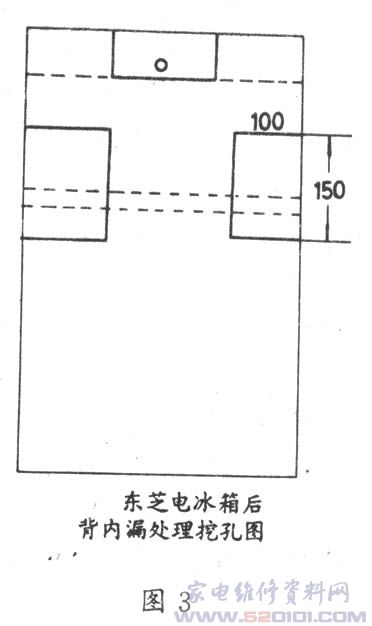
门边防露管出现漏气现象时可将防露管去掉不用,压缩机组高压管直接通过冷凝器而到毛细管。
内藏式冷凝器发生渗漏故障,可在后背板上安装壹只外露式冷凝器,将制冷系统管道内的冷凝器停下不再使用,管道略加改道即可。
防露管及内藏式冷凝器的漏气也属内漏故障,但是它们属高压部分内漏,可改装在外,维修处理比较容易。
无霜式电冰箱的蒸发器是翅片式,装于冷冻室内夹层中,当它出现漏气故障时也不易焊补,拆出进行氮气试压容易找到漏点,但是装拆的焊接头要求焊接技术水平较高,在具体维修处理时要注意,否则会对电冰箱箱体造成损坏。
三、维修实例
【例一】半球BCD-180型电冰箱壹台,使用七年,制冷效果减弱,运行时间长,遇高温天气时而发生过负荷故障现象,不能正常运行。
检查分析:通电运行时箱内有制冷效果,但结霜不粘手,摸了容易化水。冷凝器起端很烫,过滤器无热度,中间与起端温差较大。
分析为制冷系统内真空处理不好,进行一次制冷系统管道的重新处理,发现低压压力高0.12~0.14MPa,压缩机电机工作电流大于正常值(正常值为0.8A左右,该机达1.1A)经两次真空处理仍不能达到理想效果。真空处理操作严密,无空气进入制冷系统,从低压压力偏高、电机工作电流大,冷凝器起端烫手这几点现象综合分析制冷系统管道有堵塞故障。将毛细管过滤器处焊点分开,通电运行机组手感过滤器出口气流不强,用手堵住后再放开时明显感到高压气流喷出时有受阻的延续现象,不是一下子猛力喷出,判断为过滤器脏堵。
处理:更换新过滤器一只,焊接完毕后重新进行真空处理一次,充入制冷剂时过滤器明显有温度,冷凝器散热均匀,电机工作运行电流0.78A,制冷效果良好,结霜粘手,低压压力达0.04MPa,整机制冷运行良好故障排除。
一般维修处理工艺中遇到这台冰箱的故障现象多数都判断为制冷系统真空处理不良,因为过滤器并无发冷结露的现象,个别维修人员针对电流大及过负荷现象还判断为压缩机组电机故障。但是在经过两次真空处理加制冷剂后该冰箱原有故障现象仍未排除,而且从低压压力高及电机运行电流偏高来分析,管道系统内有堵塞故障。常发部位在过滤器,这样找准了故障。更换过滤器后故障排除。
【例二】华日BCD-195型电冰箱壹台,购回后使用正常,将温度控制器旋钮自1.5调至3.5后出现运行不正常,化霜、不停机、不制冷故障,停机半日后通电运行又出现结霜现象,但是2小时后又化霜、不停机、不制冷。
检查分析:根据用户反映的现象,初步怀疑为冰堵故障。因为经过半日停机后又有正常现象,但在温度控制器的高档位会再次出现冰堵故障。上门检查故障情况与分析判断吻合。初次运行制冷良好,冷凝器发热,时间稍长后可明显听到制冷剂流量声减弱,断断续续,最后消失,冷凝器随之不再散热,冰箱内化霜。这些现象是明显的冰堵故障。
用户在最初将温度控制旋纽置于1.5档位时,电冰箱运行正常,档位调大盾发生冰堵,这说明该冰箱出厂前制冷系统真空处理不十分严密,有极少量空气未能排尽,充入制冷剂后在低档位时运行时间短,冰堵未完全形成时就停机了,反复如此冰箱处于正常运行状况。当档位调大后运行时间加长,冰箱内温度降低,制冷系统管道内之微量水分集中于毛细管出口处形成冰堵。 [Page]
处理:停机一日后,上门维修,打开工艺管放掉制冷剂,用酒精棉球将过滤器烤烫。重新充入制冷剂时加入3~4ml甲醇,运行时将温度控制器置于6档,压缩机组有较高热度时停机,20分钟后将制冷剂全放掉。再次充入制冷剂连续运行2小时后无堵塞现象。第2次将制冷剂放掉,半小时后充入制冷剂,这时检查冷凝器散热状况和过滤器的温度均匀良好,箱内结霜制冷效果良好,将工艺管口封闭后,温度控制器旋钮旋回到4,冰堵故障排除。
【例三】双燕夏普BCD-170型电冰箱壹台,能自动开停,冷藏室工作正常,冷冻室食品不能冷冻,温度偏高,雪糕、冰淇淋买回后放冷冻室内变软、化掉。
分析检查:观察该冰箱现象属正常,但测得冷冻室温度为-6℃,温度明显偏高,运行时手摸箱体两侧冷凝器和过滤器时手感温度不均匀.高低压管温差不很明显。
分析该冰箱制冷系统管道有微弱漏点,因为该型冰箱制冷系统管道走向是先冷藏而后冷冻,当制冷剂漏损后首先表现在制冷系统蒸发器管道的末端冷冻室部位,温度上升。而冷藏室由于是起端,其制冷效果依旧不受影响,而温度控制器安装于冷藏室,是受冷藏温度变化而开停。由于冷藏室制冷工作正常,因而看来整机工作也是正常的。故障现象表现在冷冻室。检查时由于是上门在用户家中,对管道系统外部肉眼观察没有明显故障发现,用肥皂泡对各管接头涂抹,经仔细观察发现过滤器毛细管焊接部位肥皂泡稍有扩大。
进一步将过滤器尼龙捆扎带拆下,过滤器毛细管焊口向下浸入装水的小盆内,经仔细观察发现约20秒钟会有一气泡溢出。此处焊接部位有极小渗漏点,随时间增长,制冷剂漏掉而使冷冻室冷冻效果减弱。
处理方法:由于是高压部分的渗漏,而且整机制冷仍有一定效果,说明制冷系统内还有一部分制冷剂。对此采用上门维修处理。携带微型气焊设备。先从工艺管处排掉管道系统内制冷剂,很快将渗漏点用银焊焊补好,不需进行真空处理即可加入制冷剂。待充入量合适后将焊补点再浸入水中进行观察,三分钟无泡溢出,水中一片平静。渗漏点完全补好,故障排除。
【例四】东芝GR204G电冰箱壹台,使用八年后不制冷。先上门充人氟利昂,使用将近叁个月后又不制冷。再次上门充制冷剂过程中听到箱体内明显漏气,且两侧箱体膨起。
检查分析:据第二次上门充制冷剂时的现象初步判断该冰箱内高压部分冷凝器管道有严重穿孔漏点,需送维修点全面检查维修。
送修后将该冰箱制冷系统高低压分段检漏。工艺管处焊接真空压力表壹只,压缩机组低压吸气管处焊接口取开,压缩机组一端封闭,低压管另一端焊接真空压力表壹只。将过滤器与毛细管焊接口取开,两端都分别进行焊接封口。从两只真空压力表上充入高压氮气试压。工艺管口表充入氮气达0.4MPa时就明显听到两侧冷凝器管道的漏气声,达0.6MPa时两侧钢板与箱体内聚氨脂隔热层脱层声明显,且两侧呈括弧形(注意:工艺管口真空压力表是测的高压部分,高压端压力可试到1.2~1.6MPa,但这台冰箱由于上门充制冷剂时发现冷凝器有明显漏气故障,因而充入高压氮气时不可一下子将1.2~1.6MPa的压力充入,如果充入过猛,由于漏点严重极易将箱体外壳冲变形。因而要缓缓升压,一发现明显漏气就停止充入氮气),冷凝器明显内漏。低压部分充入氮气达0.8MPa,18小时后压力达0.72MPa判定蒸发器管道也存在内漏故障。挖开后背两边,将铜铝接头处加热线剥开检查铜铝接头管道,无渗漏点。说明内漏点在其它部位。
由此检查结果判明该冰箱高低压制冷系统管道均存在内漏故障,以高压冷凝器为最严重。
处理方法:针对该冰箱内漏故障,将冷凝器、蒸发器管道统统更换。
选用铜制GR204型冷冻室用嵌入式蒸发器壹只,从冷冻室打孔后将蒸发器嵌入冷冻室,并从后背挖开部位引出两端管口。在后背左上方找到毛细管与蒸发器管道焊接头,先从蒸发器管道上切断,再用气焊将毛细管焊接处熔开。毛细管与铜管嵌入蒸发器左边管道焊接,整形置入挖开部位空内。右边将下蒸发器铜铝接头处由铜管处切断与冷冻室铜管嵌入式蒸发器管道相焊接(此处要先整好形两根管位置安好,将周围用隔热材料档好,快速焊接好接头)。从低压端真空压力表上充入0.8-1MPa氮气试压。24小时稳定,即进行发泡工艺处理:聚氨脂发泡剂1:1混合搅拌后倒入空位后立即将挖开之铁皮盖上,十分钟后固化稳定,发泡完毕。
针对高压冷凝器的严重漏气故障,采取后背加装钢丝点焊式冷凝器。选好大小合适的冷凝器后在后背钢板上打好四个3毫米孔洞,用自攻镙钉将冷凝器背上、固定好。再将制冷系统管道正常连通,全系统再进行一次氮气试压,充入1MPa氮气,24小时后,表压力稳定,新装管道完好无漏点,即可进行真空处理加制冷剂。修复后制冷良好。
缺点:由于更换了冷凝器,原来的门边防露管也废弃不用。门边,特别是冷冻、冷藏室之间横隔上会出现局部结露现象。使用中将温度控制器尽量调到小档位。以避免此现象。
网友评论