电烙铁是电子制作中不可缺少的工具。初学者了解它的构造,掌握用电烙铁焊接的技巧是十分必要的。
一、电烙铁的构造
电烙铁是一种电热器件,通电后能产生约250℃的高温,可使焊锡熔化,利用它可将电子元件按电原理图焊接成完整的作品。由于在电子制作中多采用晶体管、集成电路等小型或超小型元件,可选用一把功率为20-30W的内热式电烙铁。它有体积小、重量轻、热得快、效率高的优点。如有条件,还可购置一把75W的电烙铁,以便遇到需要热量大的地方使用。内热式电烙铁由烙铁头、烙铁芯(发热元件)、烙铁柄等部件组成,结构示意图见题图。
内热式电烙铁的发热元件装在烙铁头的内部,发热元件中的电热丝绕得很紧凑,使用时动作要轻,否则烙铁芯比较容易损坏。
二、电烙铁的使用方法
1.新烙铁的处理。一把新的电烙铁,不能买来就用。应根据要求,先用锉刀加工烙铁头的形状.再给烙铁头搪上锡(上锡)后才能使用。
成品内热式烙铁头的形状为直型如图1a所示。工作面(刃口)呈圆斜面,适用于焊接电路板上不太拥挤的一般焊点。对于不同的焊接要求,我们可以用锉刀将刃口锉成扁平式、尖锥式等不同形状(对初学者来说,这步工作暂不必做,只要用锉刀把烙铁头的刃口和周围部分锉干净,然后就可以做下一步的上锡工作)。扁平式见图1b,适用于大面积的焊接;尖锥式见图lc,适用于高密度、小面积的焊接。加工好的烙铁头要在裸铜的表面搪上一层焊锡。具体做法是接上电源,在温度渐渐升高的时候,把松香涂在烙铁头上,等到松香冒烟,烙铁头开始能够熔化焊锡的时候,把烙铁头放在有少量松香和焊锡的砂布上研磨,各个面都要研磨到,使烙铁头的四周都搪上一层焊锡。经过这样的处理,一把新的电烙铁就可以使用了。 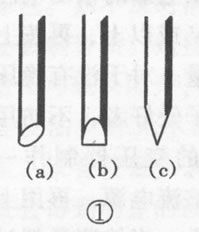
电烙铁长期在高温下工作,烙铁头会变得凹凸不平。这时,需要经常用锉刀修整。修整后的烙铁头同样要上锡。
2.电烙铁的握法。一般握电烙铁的姿势如图2所示,像握钢笔那样握烙铁。电烙铁在使用过程中,若暂时不用,应搁在烙铁架上,烙铁架式样不拘,也可按图3用粗铁丝自制。 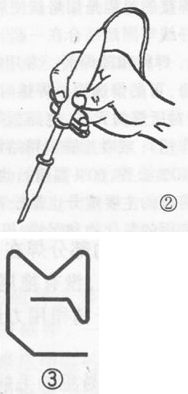
3.安全知识。一般的电烙铁的工作电压都是220V,使用时一定要注意安全。第一,要经常检查电烙铁的电源线有否损坏,如有损坏应及时更换或用绝缘胶布包好。电源线不能使用塑料绝缘线,应该用棉编织物护套的三芯橡胶绝缘线(又称花线),并配三芯插头,使电烙铁的外壳接地,确保安全。第二,要经常用万用表的电阻挡进行测试,除了测量插头两端是不是有短路或者开路外,还要用R×1k或R×lOk挡,测量插头与外壳之间的绝缘电阻。如果指针不动,或电阻大于5MΩ.就可以使用。否则要查出漏电原因,在排除之后才能使用。第三,使用时,发现烙铁柄松动要及时拧紧,否则容易把电源线与烙铁芯的引出接线柱之间的连接线头绞断,发生脱落或短路。发现烙铁头松动要及时紧固。不准甩动使用中的电烙铁,以免焊锡溅出伤人。
4.电烙铁的功率的估测。电烙铁的电功率大小,也可以通过测量烙铁芯的电阻值来估测。用万用表的电阻挡测量电烙铁的插头两端的电阻,20W的电烙铁的电阻在2.4k左右,30W的在1.6k左右,75W的稍大于0.6k,l00W的接近0.5k。
三、焊接要领
焊接的过程是用烙铁使焊锡熔化,借助焊剂的作用,将电子元件的端点和导线牢固地结合在一起。对焊点的要求是连接可靠、光洁美观。
1.焊料和助焊剂。常用的焊料是一种包有松香的焊锡丝,它有粗细多种规格,可酌情选用。焊接时,还必须备有助焊剂,最常用的助焊剂是松香(松香对所焊的元件、电路板等都没有腐蚀作用,对烙铁头也能起到一定的保护作用);或者松香酒精熔液(把松香熔解在90%以上的酒精溶液中,比例是40%松香,60%酒精);也可以用产品助焊剂,如“HP-1助焊剂”(这种助焊溶液的主要成分也是松香和酒精)。松香受热后,松香酸可以溶解被焊金属表面的氧化物和污垢,提高焊接可靠性。应该注意,商店里还有一种焊锡膏,也是一种助焊剂,由于它酸性很强,有腐蚀性,在电子电路中不宜使用。
2.焊接前的准备。焊接前要做好两件准备工作。第一件,印制电路板制作好后,用细砂纸把覆铜片擦亮,把印制电路板上的污垢清除干净,涂上松香酒精溶液或“HP-l”助焊剂。第二件,在元件的引出线上搪锡。用小刀或砂纸,把元件的引线刮磨干净,用镊子夹住元件,把引线放在松香上,烙铁头的刃口上沾些焊锡,然后放到引线的根部,紧贴引线向端部慢慢拖动,边拖边转动元件,使圆形引线的整个圆周表面都均匀地搪上一层锡。这两件事在焊接前一定要做好,千万不能拿起元件就往电路板上焊,这样很容易造成虚焊(又称假焊)。这一点,请初学者特别注意。
3.焊接。准备工作做好后,就可以焊接了。把元件的引线插入电路板的焊孔中,插入的深度视正面元件的布局而定,先不要剪去多余的引出线,待焊牢后再用斜口钳剪去。烙铁头应与焊锡丝同时从两个方向斜送到连接处,如图4所示。当焊锡的熔液浸润整个焊点后,再同时移去,整个过程持续时间以2-3s为好。时间太短,焊接不牢靠;时间太长,容易损坏元件。如第一次焊点焊得不光洁,可在烙铁头上稍沾一些焊锡,再沾一些松香重焊,直至焊得满意为止。焊接时,还应掌握焊锡的用量,焊锡太多,既浪费又不美观,还容易引起搭焊现象(把不应连接的部分焊在一起了)。焊锡太少则焊接不牢靠。合格的焊点外形应呈圆锥状,没有拖尾,表面微凹,且有金属光泽。接点焊好,待焊锡凝固后,可用镊子稍稍用力试拉被焊的引线,看看是否焊牢。
焊接中最容易出现假焊,这是初学者易犯的毛病。假焊是电子制作中最大的隐患,焊点表面上似乎焊上了,实际上并未焊牢,复杂的电子装置,焊点成千上万,只要有一点假焊,就会危及全局。我们一定要严格地按照上述的要求,反复操练,掌握焊接的要领,并逐步养成使每个焊点都焊好、焊牢的习惯。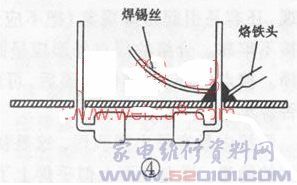
网友评论